


 CC BY
CC BY 32
32
№1,1999
|СЬет.
1954.
ДСТВ
хозпро-ает для
0601 -
0601
•ических
Ю р.).
1СКОГО
664.1.038.22.002.5
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ДЕФЕКАТОРОВ "
С.Г. ТАРАСОВ ь
Кубанский государственный технологический университет
Произведен технологический расчет дефекато-ров для определения геометрических размеров аппарата в зависимости от суточной производительности сахарного завода. Полученные результаты важны при проектировании новых и особенно при реконструкции действующих предприятий с целью установления соответствия и полезной вместимости аппарата теоретическому значению, а времени обработки сока — нормативному времени.
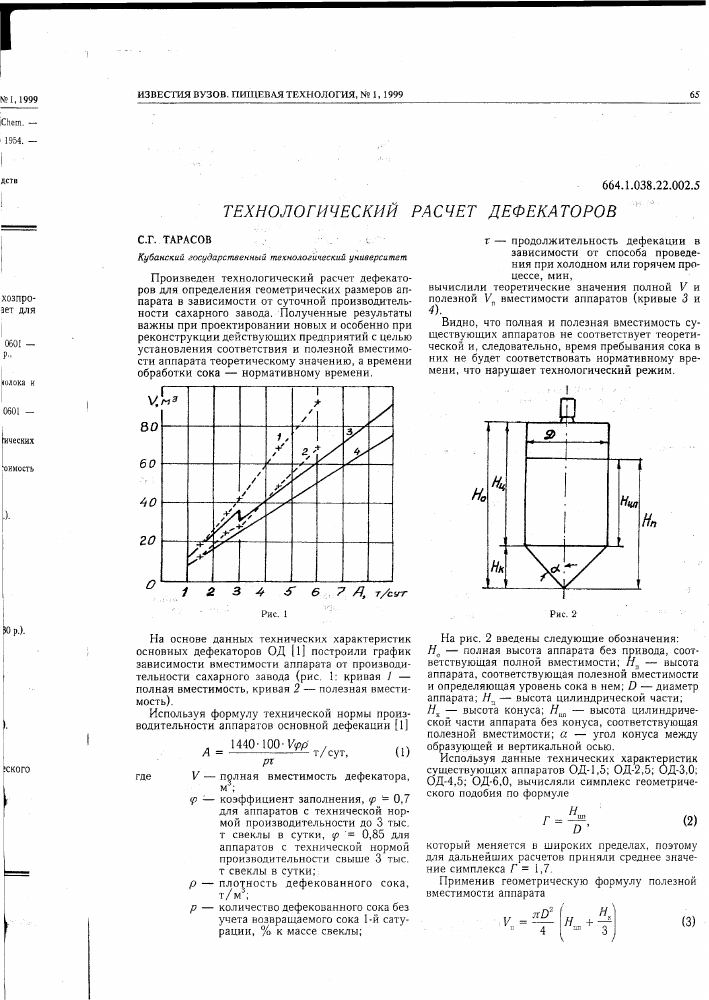
На основе данных технических характеристик основных дефекаторов ОД [1] построили график зависимости вместимости аппарата от производительности сахарного завода (рис. 1: кривая 1 — полная вместимость, кривая 2 — полезная вместимость).
Используя формулу технической нормы производительности аппаратов основной дефекации [1]
А =
1440 • 100 • У<рр рх
т/сут,
(1)
где
V
полная вместимость дефекатора, м3;
<р -— коэффициент заполнения, <р — 0,7 для аппаратов с технической нормой производительности до 3 тыс. т свеклы в сутки, (р = 0,85 для аппаратов с технической нормой производительности свыше 3 тыс. т свеклы в сутки; плотность дефекованного сока, т/м3;
р — количество дефекованного сока без учета возвращаемого сока 1-й сатурации, % к массе свеклы;
Р
х — продолжительность дефекации в зависимости от способа проведения при холодном или горячем процессе, мин,
вычислили теоретические значения полной V и полезной вместимости аппаратов (кривые 3 и
Видно, что полная и полезная вместимость существующих аппаратов не соответствует теоретической и, следовательно, время пребывания сока в них не будет соответствовать нормативному времени, что нарушает технологический режим.
На рис. 2 введены следующие обозначения:
Я0 — полная высота аппарата без привода, соответствующая полной вместимости; Яп — высота аппарата, соответствующая полезной вместимости и определяющая уровень сока в нем; /) — диаметр аппарата; Яц — высота цилиндрической части;
Як — высота конуса; Нт — высота цилиндрической части аппарата без конуса, соответствующая полезной вместимости; а — угол конуса между образующей и вертикальной осью.
Используя данные технических характеристик существующих аппаратов ОД-1,5; ОД-2,5; ОД-3,0; ОД-4,5; ОД-6,0, вычисляли симплекс геометрического подобия по формуле
Г
Им
О
(2)
который меняется в широких пределах, поэтому для дальнейших расчетов приняли среднее значение симплекса Г = 1,7.
Применив геометрическую формулу полезной вместимости аппарата
> к.
лО2
я._ +
я..
(3)
и подставив в нее выражения
= 1,7/), (4)
Як = 0/2 а, (5)
определили
о = 0,88 (6)
Применив формулу полной вместимости аппарата
Я„ = Я„„ + Н.
(11)
V
И -3 н*+ 3
и подставив в нее вместо Яц выражение
яа = я0-я„
определили
Я0 = 2,34 3уУ
(7)
(8)
(9)
для аппаратов с технической нормой производительности до 3 тыс. т свеклы в сутки и
Я0 = 2,113уТ (10)
для аппаратов с технической нормой производительности свыше 3 тыс. т свеклы в сутки.
Высота, соответствующая полезной вместимости, определится по формуле
Таким образом, расчет геометрических размеров основных дефекаторов для сахарного завода заданной производительности следует начинать с определения V и 1/ по формуле (1), затем О и Я0 по формулам (6), (9) или (10). Я , Я , Н и Яп определяются по формулам (4), (5), (8) и (И).
При выборе другой величины симплекса геометрического подобия формулы (4), (6), (9) и (10) будут иметь иной вид.
вывод
Предложенные формулы позволяют рассчитать геометрические размеры основных дефекаторов типа ОД в зависимости от производительности сахарного завода.
ЛИТЕРАТУРА
1. Азрилевич М.Я. Технологическое оборудование свеклосахарных заводов. — М.: Агропромиздат, 1986. — 320 с.
Кафедра машин и аппаратов пищевых производств
Поступила 23.06.97
621.9:621.313.13.002.237
ЧЕТЫРЕХКРАТНО-ИНТЕГРИРУЮЩАЯ СИСТЕМА '
АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УГЛОВОЙ СКОРОСТИ ЭЛЕКТРОПРИВОДА С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ
Ю.П. ДОБРОБАБА, С.В. НЕСТЕРОВ, А.Ю. ЧУМАК, Д.В. ДОРОФЕЕВ
Кубанский государственный технологический университет
Для автоматизации резальных машин в пищевой промышленности, электропривод которых должен обеспечивать нулевую статическую ошибку положения, используется трехкратно-интегрирующая система автоматического регулирования САР угловой скорости электропривода [1].
Эксплуатация таких систем электроприводов свидетельствует, что они могут не обеспечивать требуемых производительности и точности движения рабочих органов резальных машин, так как имеют следующие недостатки:
низкое быстродействие контуров регулирования;
значительная динамическая ошибка положения; : ■:
Оо
’к
и»с(Р)
РС
{ Уд СрЗ Ср) Утп СР>1
~| ^ос Ср> }■
