


 CC BY
CC BY 102
102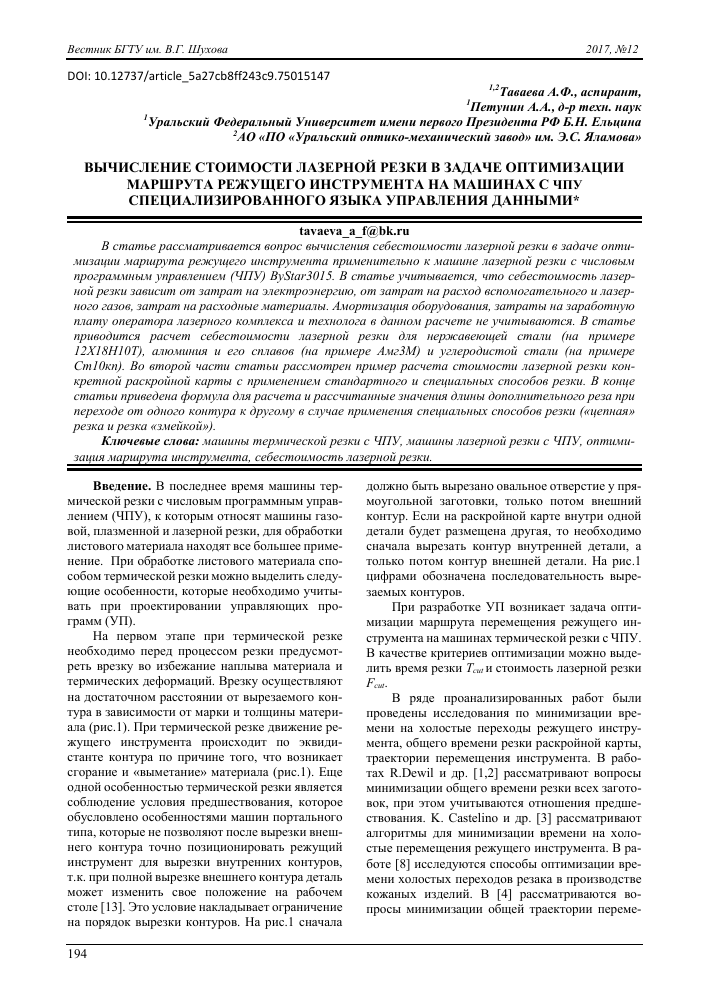
DOI: 10.12737/article_5a27cb8ff243c9.75015147
12Таваева А.Ф., аспирант, Петунин А.А., д-р техн. наук 1Уральский Федеральный Университет имени первого Президента РФ Б.Н. Ельцина 2АО «ПО «Уральский оптико-механический завод» им. Э.С. Яламова»
ВЫЧИСЛЕНИЕ СТОИМОСТИ ЛАЗЕРНОЙ РЕЗКИ В ЗАДАЧЕ ОПТИМИЗАЦИИ МАРШРУТА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНАХ С ЧПУ СПЕЦИАЛИЗИРОВАННОГО ЯЗЫКА УПРАВЛЕНИЯ ДАННЫМИ*
tavaeva_a_f@bk.ru
В статье рассматривается вопрос вычисления себестоимости лазерной резки в задаче оптимизации маршрута режущего инструмента применительно к машине лазерной резки с числовым программным управлением (ЧПУ) Еу^аг3015. В статье учитывается, что себестоимость лазерной резки зависит от затрат на электроэнергию, от затрат на расход вспомогательного и лазерного газов, затрат на расходные материалы. Амортизация оборудования, затраты на заработную плату оператора лазерного комплекса и технолога в данном расчете не учитываются. В статье приводится расчет себестоимости лазерной резки для нержавеющей стали (на примере 12Х18Н10Т), алюминия и его сплавов (на примере АмгЗМ) и углеродистой стали (на примере Ст10кп). Во второй части статьи рассмотрен пример расчета стоимости лазерной резки конкретной раскройной карты с применением стандартного и специальных способов резки. В конце статьи приведена формула для расчета и рассчитанные значения длины дополнительного реза при переходе от одного контура к другому в случае применения специальных способов резки («цепная» резка и резка «змейкой»).
Ключевые слова: машины термической резки с ЧПУ, машины лазерной резки с ЧПУ, оптимизация маршрута инструмента, себестоимость лазерной резки._
Введение. В последнее время машины термической резки с числовым программным управлением (ЧПУ), к которым относят машины газовой, плазменной и лазерной резки, для обработки листового материала находят все большее применение. При обработке листового материала способом термической резки можно выделить следующие особенности, которые необходимо учитывать при проектировании управляющих программ (УП).
На первом этапе при термической резке необходимо перед процессом резки предусмотреть врезку во избежание наплыва материала и термических деформаций. Врезку осуществляют на достаточном расстоянии от вырезаемого контура в зависимости от марки и толщины материала (рис.1). При термической резке движение режущего инструмента происходит по эквиди-станте контура по причине того, что возникает сгорание и «выметание» материала (рис.1). Еще одной особенностью термической резки является соблюдение условия предшествования, которое обусловлено особенностями машин портального типа, которые не позволяют после вырезки внешнего контура точно позиционировать режущий инструмент для вырезки внутренних контуров, т.к. при полной вырезке внешнего контура деталь может изменить свое положение на рабочем столе [13]. Это условие накладывает ограничение на порядок вырезки контуров. На рис.1 сначала
должно быть вырезано овальное отверстие у прямоугольной заготовки, только потом внешний контур. Если на раскройной карте внутри одной детали будет размещена другая, то необходимо сначала вырезать контур внутренней детали, а только потом контур внешней детали. На рис.1 цифрами обозначена последовательность вырезаемых контуров.
При разработке УП возникает задача оптимизации маршрута перемещения режущего инструмента на машинах термической резки с ЧПУ. В качестве критериев оптимизации можно выделить время резки Тш и стоимость лазерной резки Рсшг.
В ряде проанализированных работ были проведены исследования по минимизации времени на холостые переходы режущего инструмента, общего времени резки раскройной карты, траектории перемещения инструмента. В работах Я.Бе-т1 и др. [1,2] рассматривают вопросы минимизации общего времени резки всех заготовок, при этом учитываются отношения предшествования. К. Са81еПпо и др. [3] рассматривают алгоритмы для минимизации времени на холостые перемещения режущего инструмента. В работе [8] исследуются способы оптимизации времени холостых переходов резака в производстве кожаных изделий. В [4] рассматриваются вопросы минимизации общей траектории переме-
щения инструмента и времени обработки. ^ Vi-jay Anand и A. Ramesh Babu [5] фокусируются на задаче минимизации расхода материалов и вре-
мени резки. В [21] рассматривается задача минимизации длины холостого хода режущего инструмента для станков с ЧПУ.
Рабочий ход инструмента;---------холостой ход инструмента;^ у |порядок вырезания контуров.
0 точки врезок; О точки выключения инструмента Рис. 1. Пример схемы резки двух заготовок
Мало работ касается вопроса вычисления себестоимости и стоимости термической резки на машинах с ЧПУ. В [6] рассматривается вопрос определения штучно-калькуляционного времени в задаче расчета себестоимости производства изделий с помощью лазерной резки. В [7] рассматривается стоимостной критерий задачи оптимизации плоского раскроя, который позволяет минимизировать стоимость резки. Мильцин А.Н. и др. [9] приводят сравнение стоимости лазерной резки листовых материалов для ст3 толщиной от 3 до 10 мм с применением гидроабразивной, лазерной, плазменной и кислородной резкой. В [10] выполнена оценка стоимости эксплуатации плазменных установок и СО2 лазеров. При этом к стоимости эксплуатации авторы относят стоимость энергетических затрат, затрат на рабочие газы, стоимости расходных материалов и сервисного обслуживания установок.
Следует отметить недостаточность исследований в области вычисления стоимости термической резки на машинах термической резки с ЧПУ (в частности для лазерной резки). Поэтому тема данной работы, направленная на определение себестоимости лазерной резки, является актуальной.
Основная часть. При разработке УП для машин лазерной резки с ЧПУ возникает задача оптимизации маршрута перемещения режущего инструмента. В качестве критерия оптимизации можно рассмотреть стоимость лазерной резки Fcut, которая рассчитывается по следующей формуле [12, 13]:
Fcut = Lon • Con + Loff • Coff+ Npt • Cpt, (1)
Con ton ' Pon ' Сэ/э + Vmex ' Cm
где Lon - длина реза с включенным режущим инструментом (рабочий ход); Loff - длина переходов с выключенным режущим инструментом (холостой ход); Npt - количество точек врезок; Con -стоимость единицы пути с включенным режущим инструментом (стоимость одного погонного метра на рабочем ходе); C#- стоимость единицы пути с выключенным режущим инструментом (стоимость одного погонного метра на холостом ходе); Cpt - стоимость одной точки врезок. Con, Coff, Cpt - величины, которые зависят от типа машины термической резки с ЧПУ, режимов резки, толщины и марки материала.
Расчет себестоимости лазерной резки будет производить по формуле (1). При расчете себестоимости будем учитывать следующие параметры: ton - время на один метр рабочего хода инструмента, час; Pon - затраты электроэнергии за один час работы лазерного комплекса на рабочем ходе, кВт/ч; Poff - затраты электроэнергии за один час работы лазерного комплекса на холостом ходе, кВт/ч; Сэ/э - стоимость электроэнергии, руб.; Cpacx - стоимость расходных материалов, руб.; Утех - расход технологического газа, м3/ч; Стех - стоимость технологического газа (азот или кислород в зависимости от типа обрабатываемого материала), руб.; Улаз - расход лазерного газа, м3/ч; Слав - стоимость лазерного газа, руб; tpt - время на одну точку врезок, час; При этом не будем учитывать амортизацию оборудования и зарплату оператора и технолога. Стоимость одного погонного метра реза на рабочем ходе будет рассчитана по следующей формуле:
ton + Улаз ' Слаз ' ton + ton
(2)
Стоимость одного метра пути инструмента на холостом ходе будет рассчитана по следующей формуле:
^• Ро$- • Сэ/э. (3)
Стоимость одной точки врезки будет рассчитана по следующей формуле:
Cpt= tpt ' Pon • Сэ/э + Vmex ' Стех • tpt + Улаз ' Слаз • tpt + tpt • C
--pt tpt
Себестоимость может изменяться в зависимости от фактических сроков службы защитных стекол и сопел, которые зависят от качества используемого газа, опыта персонала, эксплуатирующих лазерный станок. Также себестоимость может изменяться в зависимости от расхода газа, который в свою очередь зависит от диаметра используемых сопел и давления газа. Себестоимость находится в прямой зависимости от цены на электроэнергию, стоимости расходных материалов, стоимости технологических и лазерного газов.
В MS Excel была создана сводная таблица для расчета себестоимости лазерной резки для лазерного комплекса ByStar 3015 для следующих материалов: нержавеющая сталь (на примере 12Х18Н10Т) толщиной от 1 до 10 мм, углеродистая сталь (на примере Ст10кп) толщиной от 1 до 15 мм, алюминий и его сплавы (на примере
tpt
tpt •
(4)
АмгЗМ) толщиной от 1 до 5 мм. Используя условия (2)-(4), был произведен расчет стоимости одного погонного метра реза на рабочем ходе, одного погонного метра перемещения резака на холостом ходе и стоимости одной точки врезки. При этом на стоимость Con влияет скорость перемещения режущего инструмента на рабочем ходе т9оп. В формуле (2) принято, что скорость перемещения режущего инструмента на рабочем ходе т9оп = const. Но ранее проведенные работы [14] показывают, что скорость перемещения режущего инструмента на рабочем ходе зависит от сложности обрабатываемых контуров. В [14] были приведены формулы для вычисления рабочей скорости инструмента доп в зависимости от количества кадров УП. Стоимость погонного метра лазерного реза Con в зависимости от сложности контура обрабатываемой детали можно вычислить по следующей формуле:
C =-^2. • p • с , + V • С •
Con g pon Сэ/э 1 V тех Стех
"ПИ
ton + Vлаз ' Слаз ' ton + ton • ср
расх.
(5)
В формуле (5) при расчете стоимости одного погонного метра лазерного реза Ьон=1м.
В табл. 1 приведены значения стоимости одного погонного метра лазерного реза (при этом стоимость рассчитывалась при максимально возможной скорости резки и при минимальной), одного погонного метра перемещения режущего инструмента на холостом ходе и значения стоимости одной точки врезки для лазерного комплекса ByStar 3015.
Рассмотрим расчет себестоимости лазерной резки на примере раскройной карты (рис.2) для следующих материалов: АмгЗМ толщиной 1мм, Ст10кп толщиной 10 мм и 12Х18Н10Т толщиной 3 мм. Раскройные карты были сформированы для фигурных заготовок, общим количеством 63 шт., при этом количество контуров равно 93. С помощью САМ модуля в САПР «СИРИУС» был сформирован маршрут перемещения режущего инструмента с применением стандартного способа (т.е. когда количество точек врезок равно количеству вырезаемых контуров) (рис. 2). Также был сформирован маршрут перемещения инструмента для раскройной карты с применением специальных способов резки (рис. 3) [12, 15-20]. В рассматриваемом примере были применены резка «змейкой», совмещенный рез и «цепная» резка [15,16,19,20]. В САПР «СИРИУС» используя разработанные макросы для специальных
техник резки [22], был построен маршрут перемещения режущего инструмента.
Для случая, представленного на рис.2, количество точек врезок Npt = 92, длина реза с включенным режущим инструментом Lon = 92.53 м и длина переходов с выключенным режущим инструментом Loff = 32.22 м. Расчет себестоимости лазерной резки был произведен с помощью разработанного макроса для MS Excel. Достаточно просто выбрать материал, толщину и ввести значения Npt, Lon и Loff (рис.4). Также для САПР «СИРИУС» была дополнена база данных коэффициентов в программе для расчета стоимости резки. Для того чтобы рассчитать себестоимость резки необходимо выбрать: тип резки, материал, его толщину и ввести значения Npt, Lon и Loff, используя программу для расчета стоимости резки (рис. 5). Таким образом, себестоимость изготовления рассматриваемых деталей с использованием стандартного способа резки при максимально возможной скорости резки для АмгЗМ Д=1 мм составит Fcut=1165,9 руб, при минимальной скорости резки F«ut=1750,4 руб. Для Ст10кп Д=10 мм при максимальной скорости резки себестоимость резки составит Fcut= 2358,5 руб, при минимальной скорости резки F«ut=3144,7 руб. Для 12Х18Н10Т Д=3 мм себестоимость резки составит Fcut= 4618,7 руб, при минимальной скорости резки Fcut=7114,6 руб.
Таблица 1
Значения параметров себестоимости лазерной резки для комплекса Бу81аг 3015
Материал Стоимость одного погонного метра лазер- Стоимость одного погонного метра лазерного реза при минимальной скорости резки, руб Стоимость одного погонного метра переме- Стоимость
и толщина ма- ного реза при макси- щения режущего ин- одной точки
териала (А) мальной скорости резки, руб струмента на холостом ходе, руб врезки, руб
Ст10кп, А=1мм 3,5 4,9 0,06 0,5
Ст10кп, А=1,2мм 4,3 6,2 0,06 0,6
Ст10кп, А=1,5 мм 4,3 6,2 0,06 0,7
Ст10кп, А=2мм 5,3 7,6 0,06 0,8
Ст10кп, А=2,5 мм 6,3 9,1 0,06 0,9
Ст10кп, А=3мм 7,8 11,3 0,06 0,9
Ст10кп, А=3.5 мм 8,7 12,4 0,06 1,0
Ст10кп, А=3.9 мм 8,7 12,4 0,06 1,1
Ст10кп, А=4 мм 9,7 13,7 0,06 1,3
Ст10кп, А=5 мм 12,4 18,1 0,06 1,8
Ст10кп, А=8 мм 18,1 26,5 0,06 2,3
Ст10кп, А=10 мм 22,1 30,6 0,06 3,4
Ст10кп, А=15 мм 36,2 49,7 0,06 4,0
АмгЗМ, А=1мм 9,5 15,8 0,06 3,1
АмгЗМ, А=2мм 15,3 25,5 0,06 4,7
АмгЗМ, А=3мм 51,2 83,5 0,06 12,7
АмгЗМ, А=5мм 182,7 310,6 0,06 30,5
12Х18Н10Т, А=1 мм 13,3 22,1 0,06 2,2
12Х18Н10Т, А=1,5 мм 16,6 27,8 0,06 3,3
12Х18Н10Т, А=2 мм 22,5 37,6 0,06 4,0
12Х18Н10Т, А=2,5 мм 34,6 57,6 0,06 6,1
12Х18Н10Т, А=3 мм 42,1 69,1 0,06 7,8
12Х18Н10Т, А=4 мм 81,0 133,3 0,06 12,1
12Х18Н10Т, А=5 мм 114,3 184,6 0,06 17,6
12Х18Н10Т, А=6 мм 230,6 368,9 0,06 30,3
12Х18Н10Т, А=8 мм 456,0 820,8 0,06 40,5
12Х18Н10Т, А=10 мм 1009,4 2018,8 0,06 70,0
Рис. 2. Маршрут перемещения режущего инструмента с использованием стандартного способа резки
Рис. 3. Маршрут перемещения режущего инструмента с использованием специальных способов резки
Для случая, представленного на рис.3, количество точек врезок Лр, = 58, длина реза с включенным режущим инструментом Ьон = 87.12м и длина переходов с выключенным режущим инструментом Ьод- = 21.83м. Себестоимость изготовления рассматриваемых деталей с использованием стандартного способа резки при максимально возможной скорости резки для АмгЗМ Д=1 мм составит Ги=1008,7 руб, при минимальной скорости резки Ги=1557,6 руб. Для Ст10кп Д=10 мм при максимальной скорости резки себестоимость резки составит Ги= 2123,9 руб, при минимальной скорости резки Ги=2864,4 руб. Для 12Х18Н10Т Д=3 мм при максимальной скорости резки себестоимость резки составит 4121,5 руб, при минимальной скорости резки Ги=6473,7 руб.
Определим себестоимость лазерной резки в зависимости от сложности обрабатываемых деталей. В рассматриваемом случае количество кадров УП п=469. Используя формулы, приведенные в [14], было рассчитано значение т9оп. Формулы получены только для материалов Ст10кп толщиной от 1 до 10 мм и для Амг3М толщиной от 1 до 5 мм, поэтому расчет себестоимости произведем только для этих материалов. Себестоимость изготовления деталей с использованием стандартного способа резки Амг3М, Д=1мм составит Гаи,
= 2863,2руб. Для Ст10кп Д=10 мм с использованием стандартного способа резки себестоимость составит Гаи, = 4455,6 руб. Себестоимость изготовления деталей с использованием специальных способов резки для Амг3М Д=1 мм составит Гаи, = 2605,9 руб. Для Ст10кп Д=10 мм с использованием специальных способов резки себестоимость составит Гаи, = 4097,4 руб.
Рис. 4. Окно макроса в MS Excel на примере расчета себестоимости лазерной резки для АмгЗМ толщиной 1 мм
Как видно из полученных результатов, применение специальных методов резки приводит к
сокращению количества точек врезок, длин перемещения режущего инструмента на рабочем и холостом ходе. В свою очередь это приводит к снижению себестоимости лазерной резки. Для рассматриваемого примера себестоимость в среднем сократилась на 12-13 %. Также можно заметить, что в рассматриваемом примере применение формул для учета сложности обрабатываемых деталей увеличивает себестоимость изготовления деталей в 1,3-2,5 раза. В [14] показано, что в зависимости от сложности обрабатываемых контуров, значение рабочей скорости, вычисленное по предложенным формулам, может превышать значение скорости, установленное при проектировании УП. В свою очередь, это может привести к снижению времени резки, а, следовательно, и к снижению себестоимости лазерной резки.
^ Рассчет стоимости резки I ° I ^ в
Файл Настройки
_^ . Нагруженная таблица стоимости: стоимость
Параметры резки
Длина рабочего хода 87.12
@ м ■ мм
Длина холостого хода 21.83 С®) м О мм
кол-во точек врезки 58
Включая НДС 13%
Тип резки ¡Лазерная редка _
Материал [Алюминий т|
Толщина \ »
Тип станка Laser
Рис. 5. Окно программы для расчета стоимости резки в САПР «СИРИУС»
В задаче оптимизации маршрута перемещения режущего инструмента одной из важных характеристик является количество точек врезок. В некоторых случаях стоимость одной точки врезки может доходить до 20-30 % от стоимости одного погонного метра рабочего реза в зависимости от типа материала и его толщины [7, 12]. Применение специальных способов резки позволяет сокращать количество точек врезок, но за счет этого в некоторых случаях (например, в случае применение «цепной» резки или резки «змейкой») увеличивается длина перемещения инструмента на рабочем ходе. Поэтому применение специальных способов резки целесообразно только в том случае, если:
Ьдоп < . (6)
^оп
Здесь Ьдоп (в метрах) - длина дополнительного реза при переходе от одного контура к другому без выключения режущего инструмента для случая «цепной» резки и резки «змейкой». В табл. 2 приведены вычисленные значения Ьдоп согласно (6) для лазерного комплекса ByStar3015.
Выводы. На основе полученных результатов можно сделать следующие выводы:
1. Предложены формулы для вычисления параметров себестоимости лазерной резки (2)-(4). На основе предложенных формул были получены значения Con, Coff, Cpt для лазерного комплекса ByStar3015 (значения приведены в табл. 1). При расчете себестоимости учитывались стоимость расходных материалов, стоимость технологического и лазерного газов и стоимость электроэнергии. При этом не учитывались амортизация оборудования, зарплата оператора и технолога;
2. Была предложена формула (5) для расчета стоимости одного погонного метра пути инструмента с включенным режущим инструментом в зависимости от сложности обрабатываемых контуров;
3. Был разработан макрос в MS Excel для расчета себестоимости лазерной резки. Для САПР «СИРИУС» была дополнена база данных коэффициентов в программе для расчета стоимости резки;
4. Были рассмотрены технологические примеры раскроя листового материала для АмгЗМ толщиной 1 мм, Ст10кп толщиной 10 мм и 12Х18Н10Т толщиной 3 мм. Были сформированы раскройные карты и для них построен маршрут перемещения инструмента, используя стандартный способ резки и специальные способы резки (резка «змейкой», «цепная» резка и совмещенный рез). Приведенный пример показывает, что применение специальных способов резки позволило сократить себестоимость лазерной резки на 12-13 %. Для рассмотренных примеров был произведен расчет себестоимости с учетом сложности обрабатываемых контуров. Результаты показывают, что применение формул для учета сложности обрабатываемых деталей увеличивает себестоимость изготовления деталей в 1,3-2,5 раза. Но согласно [14] в зависимости от сложности контуров (от количества кадров) значение рабочей скорости, вычисленное по формуле, может быть ниже значения скорости, которое устанавливают при проектировании УП, что приведет к снижению времени резки и, следовательно, к снижению себестоимости лазерной резки.
5. Предложена формула расчета длины дополнительно реза Ьдоп при переходе от одного контура к другому в случае применения специальных способов резки («цепная» резка и резка
«змейкой»). В статье приведена табл.2 с рассчи- Полученные результаты для расчета себе-
танными значениями Ьдоп для лазерного ком- стоимости лазерной резки были реализованы на плекса Бу81аг 3015. АО «ПО «Уральский оптико-механический за-
вод» имени Э.С. Яламова» (г. Екатеринбург).
Таблица 2
Значения длины дополнительного реза для специальных способов резки для лазерного
комплекса Бу81аг 3015
Материал Толщина материала, мм Ьдоп (при максимальной скорости резки), см Ьдоп (при минимальной скорости резки), см
Ст10кп 1 13,0 9,2
Ст10кп 1,2 13,5 9,4
Ст10кп 1,5 15,6 10,9
Ст10кп 2 14,5 10,0
Ст10кп 2,5 14,3 9,9
Ст10кп 3 12,1 8,3
Ст10кп 3,5 11,5 8,0
Ст10кп 3,9 13,0 9,1
Ст10кп 4 13,5 9,5
Ст10кп 5 14,6 10,0
Ст10кп 8 12,5 8,5
Ст10кп 10 15,4 11,1
Ст10кп 15 11,0 8,0
АмгЗМ 1 32,9 19,8
АмгЗМ 2 30,6 18,4
АмгЗМ 3 24,9 15,3
АмгЗМ 5 16,7 9,8
12Х18Н10Т 1 16,8 10,1
12Х18Н10Т 1,5 20,1 12,0
12Х18Н10Т 2 17,8 10,6
12Х18Н10Т 2,5 17,7 10,6
12Х18Н10Т 3 18,5 11,3
12Х18Н10Т 4 15,0 9,1
12Х18Н10Т 5 15,4 9,5
12Х18Н10Т 6 13,1 8,2
12Х18Н10Т 8 8,9 4,9
12Х18Н10Т 10 6,9 3,5
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Dewil R., Vansteenwegen P., Cattrysse D. A review of cutting path algorithms for laser cutters // International Journal of Advanced Manufacturing Technology. 2016. Vol.87. Issue 5-8. Р. 1865-1884.
2. Dewil R., Vansteenwegen P., Cattrysse D. Construction heuristics for generating tool paths for laser cutters // International Journal of Production Research. 2014. Vol.52. Issue 20. Р. 5965-5984.
3. Castelino K., D'Souza R., Wright P. Toolpath optimization for minimizing airtime during machining // Journal of Manufacturing Systems. 2003. Vol.22. Issue 3. Р. 173-180.
4. Xie S., Gan J., Gary Wang G. Optimal process planning for compound laser cutting and punch using Genetic Algorithms // Journal of Mechatronics and Manufacturing Systems. 2009. Vol.2. Р. 20-37.
5. Vijay Anand K., Ramesh Babu A. Heuristic and genetic approach for nesting of two-dimensional rectangular shaped parts with common cutting edge concept for laser cutting and profile blanking process // Computers and Industrial Engineering. 2015. Vol. 80. Р.111-124.
6. Конников Е.А., Куклина А.М. Специфика определения штучно-калькуляционного времени при расчете себестоимости производства изделий с применением технологии лазерной резки// Экономика и управление народным хозяйством. 2016. №2(30). С.41-49.
7. Суперфин А.Р. О стоимостном критерии комплексной оптимизации задачи плоского раскроя-упаковки // Успехи современной науки. 2015. №5. С. 102-106.
8. Yang W., Zhao Y., Jie J., Wang W. An effective algorithm for tool path airtime. Optimization during leather cutting // Advanced Material Research. 2010. Р. 373-377.
9. Мильцин А.Н., Шабанов М.Л., Лысыч М.Н., Романов В.В. Современные методы резания листовых материалов // Актуальные направления научных исследований XXI века: теория и практика. 2015. Т.3. №2-1(13-1). С. 83-87.
10. Шапарев А.В., Савина А.И. Технологическое и экономическое сравнение резки материалов плазмой и CO2 - лазерами // Наука и современность. 2016. №3 (9). С. 181-189.
11. Dewil R., Vansteenwegen P., Cattrysse D. Sheet metal laser cutting tool path generation: Dealing with overlooked problem aspects / Sheet Metal: proceedings of 16th international conference // (March 16-18, 2015, Germany), Key Engineering Materials, 2015. Vol.639. Pp. 517-524.
12. Верхотуров М.А., Тарасенко П.Ю. Математическое обеспечение задачи оптимизации пути режущего инструмента при плоском фигурном раскрое на основе цепной резки // Вестник УГАТУ. Управление, ВТиИ. 2008. Т.10. №2 (27). С.123-130.
13. Петунин А.А. Две задачи маршрутизации режущего инструмента для машин фигурной листовой резки с ЧПУ / Intelligent Technologies for Information Ptocessing and Management: proceedings of 2nd International conference // Ufa State Aviation Technical University. (November 10-12, 2014, Ufa, Russia). 2014. С. 215-220.
14. Таваева А.Ф., Петунин А.А. Некоторые вопросы оптимизации маршрута инструмента для машин фигурной листовой резки с числовым программным управлением // Вестник БГТУ им. В. Г. Шухова. 2017. №9. С. 147-153.
15. Таваева А.Ф., Петунин А.А. К вопросу о разработке алгоритмов маршрутизации инструмента лазерных машин листовой резки с числовым программным управлением при использовании «цепной» техники резки / Информационные технологии и системы: Труды 3 й международной конференции // Челябинский Государственный Университет. (26 февраля-2 марта 2014 г., Банное, Россия), Челябинск: Издательство ЧелГУ, 2014. С. 48-51.
16. Tavaeva A., Kurennov D. Cost minimizaing of cutting process for CNC thermal and water-jet cutting machines // Application of Mathematics in Engeeniring and Economics: proceedings of 41st international conference // AIP Publishing. (June 8-13, 2015, Sozopol, Bulgaria), 2015. PP. 020003-1 -020003-7.
17. Zhang Q, Li S.-R. Efficient computation of smooth minimum time trajectory for CNC machining // The International Journal of Advanced Manu-factoring Technology. 2013, Vol. 68. №. 1. Pp. 683692.
18. Dewil R., Vansteenwegen P., Cattrysse D., Laguna M., Vossen T. An improvement heuristec framework for the laser cutting tool path problem // International Journal of Production Research. 2015. Vol. 53. Pp 1761-1776.
19. Петунин А.А., Кротов В.И. О классификации техник фигурной листовой резки для машин с ЧПУ и одной задаче маршрутизации инструмента / Материаловедение. Машиностроение. Энергетика: Сборник научных трудов // Екатеринбург: Издательство Уральского Университета, 2015, С. 466-475.
20. Таваева А.Ф. Определение условий эффективного применения специальных методов резки при разработке автоматических методов оптимизации маршрута инструмента / Intelligent Technologies for Information Processing and Management: Proc. of the 2nd Int. Conf. // Уфа: Издательство УГАТУ, 2014. С. 225-231.
21. Мурзакаев Р.Т., Шилов В.С., Бурылов А.В. Применение метаэвристических алгоритмов для минимизации длины холостого хода режущего инструмента // Вестник ПНИПУ. Электротехника, информационные технологии, системы управления. 2015. №14. С. 123-136.
22. Tavaeva A.F., Petunin A.A., Krotov V.I. About effectiveness of special cutting techniques application during development of automatic methods of tool path optimization applied to CNC thermal cutting machines / Computer Science and Information Technologies: Proc. ofthe 19th Int. Workshop // Ufa State Aviation Technical University (October 8-10, 2017, Germany, Baden-Baden), 2017. Pp. 221226.
Информация об авторах
Таваева Анастасия Фидагилевна, аспирант кафедры информационных технологий и автоматизации проектирования.
E-mail: tavaeva_a_f@bk.ru
Уральский Федеральный Университет им. первого Президента России Б.Н. Ельцина. Россия, 620002, Екатеринбург, ул. Мира, д. 19.
АО «ПО «Уральский оптико-механический завод» имени Э.С. Яламова». Россия,620100, Екатеринбург, ул. Восточная, д.ЗЗб.
Петунин Александр Александрович, доктор технических наук, профессор кафедры информационных технологий и автоматизации проектирования. E-mail: aapetunin@gmail.com
Уральский Федеральный Университет им. первого Президента России Б.Н. Ельцина. Россия, 620002, Екатеринбург, ул. Мира, д. 19.
Поступила в октябре 2017 г. © Таваева А.Ф., Петунин А.А., 2017
Tavaeva A.F., Petunin A.A. THE CALCULATION OF LASER CUTTING COST IN TOOL PATH OPTIMIZATION PROBLEM
FOR CNC MACHINES
The problem of laser cutting cost calculation is considered in issue of tool path optimization applied to CNC laser cutting machine ByStar3015. The laser cutting cost depends on energy costs, consumption costs of auxiliary and laser gas, costs of consumables. The equipment depreciation, costs for wages of a laser complex operator and a technologist is not taken into account. In this paper the calculation of laser cutting cost is carried out for stainless steel, aluminum and its alloys, carbon steel. In the second part of the paper the example of laser cutting cost calculation for real parts nesting using standard and special cutting techniques is considered. The formula and calculating values of additional cut calculation is given in the case of special cutting techniques using («chained» cutting and «shake» cutting).
Keywords: CNC thermal cutting machines, CNC laser cutting machines, cutting tool optimization, laser cutting cost.
Information about the authors
Tavaeva Anastasia Fidagilevna, Research assistant
E-mail: tavaeva_a_f@bk.ru
Ural State University named after first President of Russia B.N. YeltsinV.G. Shukhov.
Russia, 620002, Ekaterinburg, st. Mira, 19.
Ural Optical and Mechanical Plant
Russia, 620100, Ekaterinburg, st. Vostochnaya, 33b
Petunin Aleksandr Aleksandrovich, PhD, Professor E-mail: aapetunin@gmail.com
Ural State University named after first President of Russia B.N. YeltsinV.G. Shukhov. Russia, 620002, Ekaterinburg, st. Mira, 19.
Received in October 2017 © Tavaeva A.F., Petunin A.A., 2017
